用于在DDM定子壳的内表面上胶水的锈蚀,水垢,污染物去除
Shoot-blasting machine for preparing of inner surface of DDM stator shells for glue applying
1. Description
Plant is designed for rust, scale, contamination removing and surface preparing for glue applying on inner surface of DDM stator shells.
用于在DDM定子壳的内表面上胶水的锈蚀,水垢,污染物去除。
Shoot-blasting has an effect on shells inner surface of abrasive material fed on high speed with air flow.
通过气流高速供给的抛丸对壳体内表面有影响。
2. Machined shells parameters 工件参数
Initial workpiece is pipe with smooth or shape inner diameter and/or with inner taper threads on ends.
初始工件是内部或端部具有光滑或内锥形螺纹的管
Roughness of surface: Rz10..30. Scales, rust, glue vestiges are allowed.
表面粗糙度:Rz10..30。 允许刻度,生锈,胶水痕迹。
Material: 40ХН2МА, 4130М7Са4 steel, hardness 270…380 HB.
材料:40ХН2МА,4130М7Са4钢,硬度270 ... 380 HB。
After shoot-blasting inner surface shall be uniform, have dull gray color without blotchiness, spots, stripes etc.
喷丸后内表面应均匀,有暗灰色,无斑点,斑点,条纹等
Roughness of surface: Rz30…60, coating integrity: 200%.
表面粗糙度:Rz30 ... 60,涂层完整性:200%
3. Materials
4. Equipment configuration and technological capabilities
Configuration of the shoot-blasting machine is specified on the scheme below.
喷丸机的配置在下面的方案中规定。
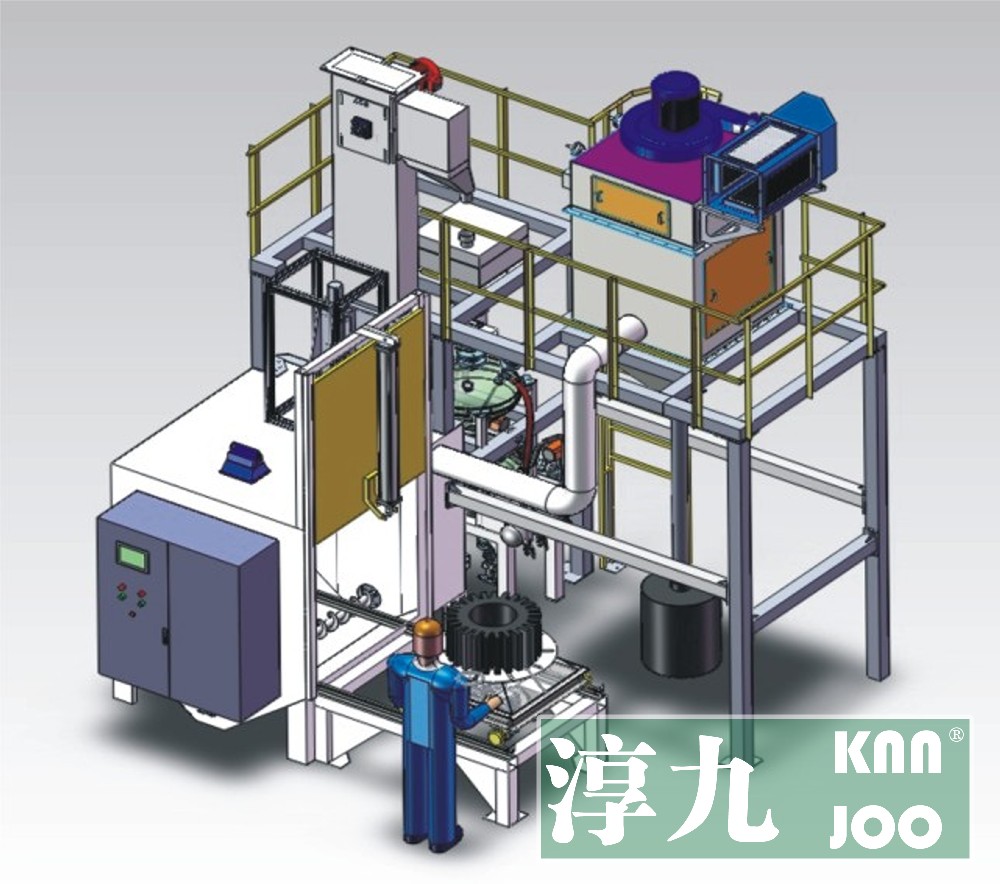
1. Shop vacuum cleaner; 除尘器
2. Regenerator; 分离
3. Storage-hopper with vibrating screen; 带有整栋筛的储料斗
4. Boiler of sluice type; 闸门式锅炉
5. Main boiler; 主锅炉
6. Supply valve with abrasive metering system Magna Valve (580-24), isolation system of abrasive from air flow and adaptor for blasting;
供应带磨料计量系统的阀门Magna阀门(580-24),气流磨料隔离系统和喷射适配器;
7. Unit for air preparation and distribution. 空气准备和分配单元
8. Loading chamber; 装载室
9. Receiver of steel shot. 钢丸回收
10. Prongs with nozzles for grit feeding 喷嘴用于钢丸供应
Shoot-blasting machine technological capabilities:
Optimal air pressure in the system: 0,55 … 0,75MPa.
Air consumption: up to 13 m3/min.
Prong travel speed is to be within limits of 0,2 …1,0 m/min.
Max. machining time of the shell with inner diameter 200 mm and length 7000 mm is 0,5 hour.
1. Description
Plant is designed for rust, scale, contamination removing and surface preparing for glue applying on inner surface of DDM stator shells.
用于在DDM定子壳的内表面上胶水的锈蚀,水垢,污染物去除。
Shoot-blasting has an effect on shells inner surface of abrasive material fed on high speed with air flow.
通过气流高速供给的抛丸对壳体内表面有影响。
2. Machined shells parameters 工件参数
| Length 长度 | 1800-7000 mm |
| Outer diameter 外径 | 43-305 mm |
| Inner diameter 内径 | 30-250 mm |
Initial workpiece is pipe with smooth or shape inner diameter and/or with inner taper threads on ends.
初始工件是内部或端部具有光滑或内锥形螺纹的管
Roughness of surface: Rz10..30. Scales, rust, glue vestiges are allowed.
表面粗糙度:Rz10..30。 允许刻度,生锈,胶水痕迹。
Material: 40ХН2МА, 4130М7Са4 steel, hardness 270…380 HB.
材料:40ХН2МА,4130М7Са4钢,硬度270 ... 380 HB。
After shoot-blasting inner surface shall be uniform, have dull gray color without blotchiness, spots, stripes etc.
喷丸后内表面应均匀,有暗灰色,无斑点,斑点,条纹等
Roughness of surface: Rz30…60, coating integrity: 200%.
表面粗糙度:Rz30 ... 60,涂层完整性:200%
3. Materials
- Compressed air class 1:
|
Contamination class 污染等级 |
Size of solid particles, µm, max. 固体颗粒的大小 | Content of impurities, mg/m3, max. | ||
|
Solid paricles 固体颗粒 |
Water (in liquid condition)水 | Oils (in liquid condition)油 | ||
| 1 | 5 | 1 | are not allowed | |
- Steel grit HG25 according to SAEJ 444 (ISO 11124-3).
- 钢砂HG25符合SAEJ 444(ISO 11124-3)。
4. Equipment configuration and technological capabilities
Configuration of the shoot-blasting machine is specified on the scheme below.
喷丸机的配置在下面的方案中规定。
1. Shop vacuum cleaner; 除尘器
2. Regenerator; 分离
3. Storage-hopper with vibrating screen; 带有整栋筛的储料斗
4. Boiler of sluice type; 闸门式锅炉
5. Main boiler; 主锅炉
6. Supply valve with abrasive metering system Magna Valve (580-24), isolation system of abrasive from air flow and adaptor for blasting;
供应带磨料计量系统的阀门Magna阀门(580-24),气流磨料隔离系统和喷射适配器;
7. Unit for air preparation and distribution. 空气准备和分配单元
8. Loading chamber; 装载室
9. Receiver of steel shot. 钢丸回收
10. Prongs with nozzles for grit feeding 喷嘴用于钢丸供应
Shoot-blasting machine technological capabilities:
Optimal air pressure in the system: 0,55 … 0,75MPa.
Air consumption: up to 13 m3/min.
Prong travel speed is to be within limits of 0,2 …1,0 m/min.
Max. machining time of the shell with inner diameter 200 mm and length 7000 mm is 0,5 hour.